Gestra SDR
BRAND : Gestra
Description
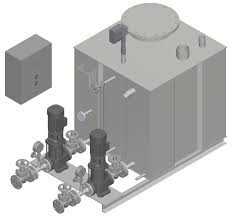
SDR condensate recovery and return systems collect the condensate coming directly from steam users or via flash vessels. From the condensate recovery and return system, the condensate is pumped into the feedwater tank by a level-controlled pump, in most cases via a deaerator. The size of the tank depends on the condensate flowrate. The SDR is suitable for installations ranging from small to those with max. condensate flowrates of 10 t/h. Special tanks are available for larger flowrates. The tank can be fitted with a heating or cooling coil, if required. A stainless steel version is available on request. We tailor the size and thermodynamic characteristics of our condensate recovery and return systems in line with our customers' wishes. Function Condensate runs into the tank at a maximum temperature of 90°C. Special versions for condensate at 100°C are available on request. A conductive level electrode measures the level of condensate at the upper switchpoint, and sends the start signal for the condensate pumps mounted on the steel frame. The condensate is pumped out of the tank until it reaches the lower switchpoint of the level electrode. In the standard version, two condensate pumps each with a delivery rate of 100 % are fitted. If a pump fails, the second pump ensures the continued pumping of condensate. The pumps have alternating duty cycles and are monitored jointly. The electrical equipment (motor switch, pump control, ...
Details
Description
SDR condensate recovery and return systems collect the
condensate coming directly from steam users or via flash
vessels. From the condensate recovery and return system,
the condensate is pumped into the feedwater tank by a
level-controlled pump, in most cases via a deaerator. The
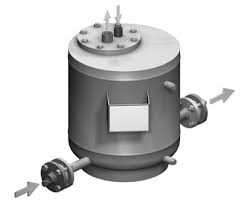
size of the tank depends on the condensate flowrate. The
SDR is suitable for installations ranging from small to those
with max. condensate flowrates of 10 t/h. Special tanks are
available for larger flowrates. The tank can be fitted with a
heating or cooling coil, if required. A stainless steel version
is available on request.
We tailor the size and thermodynamic characteristics of our
condensate recovery and return systems in line with our
customers' wishes.
Function
Condensate runs into the tank at a maximum temperature of
90°C. Special versions for condensate at 100°C are available
on request. A conductive level electrode measures the level
of condensate at the upper switchpoint, and sends the start
signal for the condensate pumps mounted on the steel frame.
The condensate is pumped out of the tank until it reaches
the lower switchpoint of the level electrode. In the standard
version, two condensate pumps each with a delivery rate of
100 % are fitted. If a pump fails, the second pump ensures
the continued pumping of condensate. The pumps have
alternating duty cycles and are monitored jointly. The electrical equipment (motor switch, pump control, master switch)
are housed in a separate control cabinet NRSP 1-11, NRSP
1-12. The level of condensate can be visually checked using
a sight glass on the tank.
If the system is used as a feedwater tank for low-pressure
steam generating units, make-up water can be fed to the
tank via a float valve or solenoid valve.